3 Keys to Maximizing Pump Life in Mining Applications
Source: Xylem
The failure of a critical pump in a mining operation means unplanned and extremely expensive downtime, which can escalate into hundreds of thousands of dollars in lost revenue in just a few hours’ time. That makes it all the more critical to choose the appropriate pump for difficult mining environments where pumps are required to perform virtually nonstop.
In addition, the drop in commodity prices has caused many mining operations to place added focus on maximizing the longevity of equipment through smart product selection and equipment repair to meet production goals.
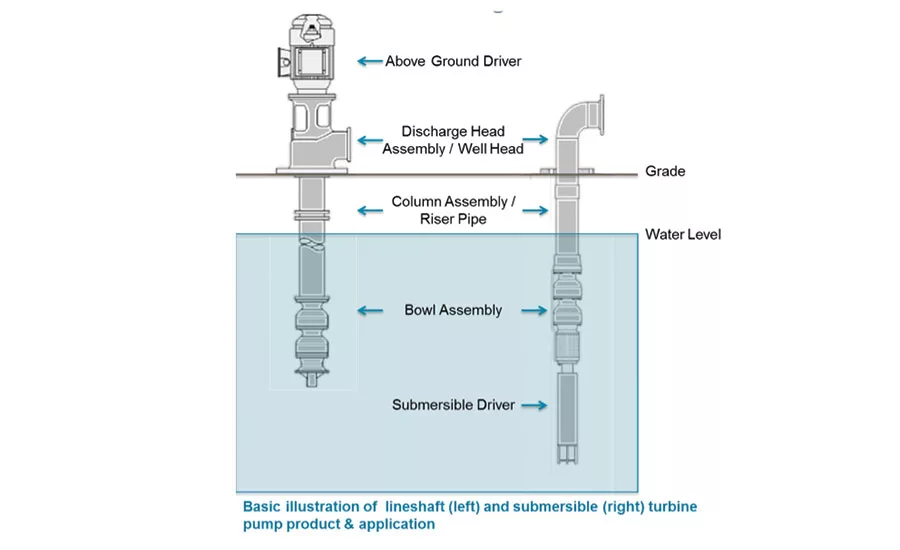
Vertical turbine and submersible pumps are workhorse machines in mining applications. Matching the proper pump to the job must include an evaluation of the environment in which the pump will be operating, specific design features of the pump, and its role in the total system design to ensure the equipment performs effectively over a long period of time.
A Good Match
The first consideration in selecting a pump for a mining application is material compatibility. Is the pump constructed of durable materials that won’t corrode quickly during repeated contact with the ore being mined or other chemicals used in the mining process?
“If you are moving water with a low pH or media that is highly aggressive, pump metallurgy becomes a critical factor in pump selection,” said Bryan Duffy, commercial manager, Xylem Applied Water Systems. “In these circumstances, a higher initial price for specialized materials will be justified by substantially longer life.”
For example, a stainless steel motor on a submersible turbine pump placed deep inside a well will resist corrosion and can withstand high pressure and temperature, further reducing the potential for corrosion and extending product life. Materials such as cast iron, cast bronze, alloy steel and carbon steel can also prevent corrosion, depending on the application, like open pit and underground dewatering or water recovery from tailing ponds.
“If you are moving water with a low pH or media that is highly aggressive, pump metallurgy becomes a critical factor in pump selection.”
Rugged Design Features
In addition to selecting the proper materials of construction, other design features of the pump are vital to maximizing pump life. Mechanical shaft seals, for example, restrain product leakage around the pump shaft.
It’s also important to consider the sediments that will pass through the pump and the types of fluid that will be circulated through the pump. It may be beneficial to select a pump model that will pass expected sediments, such as fine rocks or sand concentrations. As a mechanism to protect pumps from clogging, seizing or reducing overall pumping efficiency through wear, pump manufacturers will publish a sphere size that can pass through the impellers and pump passageways.
Impeller and bowl wear rings provide a less costly replaceable component at the bowl and impeller running surface and can be added as the application dictates. Likewise, rifle drilling of the shaft can protect bearings in abrasive services and suction strainers will filter out large particulates from entering and harming the pump.
As mining operations continue to seek ways to reduce their overall operating costs and extend product life, a growing number of operators are considering rebowling their existing vertical turbine pumps with newer, more efficient bowls with hydraulic designs, or retrofitting their equipment with variable frequency drives (VFDs).
Product life expectancy of a turbine pump is enhanced by the operation of the VFD, which speeds up or slows down the pump depending on demand.
“VFDs enable pumps to respond smoothly and efficiently to fluctuations in demand. Today’s VFDs are robust, reliable and cost-effective, helping users avoid the wear and tear of repeated on-off cycling,” said Sarah Boynton, product line manager, Xylem.
Total System Design
With the appropriate equipment in place, long service life depends on effective maintenance. By some estimates, unaccounted for downtime costs up to 10 times as much as planned downtime for things like routine maintenance.
Keeping accurate service records in a computerized maintenance management system (CMMS) can reveal valuable information about pump performance. If a pump is generating excessive work orders, and downtime is increasing, it might not be the right pump for the application.
“In addition, CMMS enables condition-based maintenance practices in which tasks are performed at the ideal time — neither earlier than required nor too late,” Boynton said.
Remote monitoring allows management operators to use systems controls to wirelessly access and control a mine’s pump operating status. This eliminates the cost of sending technicians on rounds to check equipment. Reduced performance or frequent alarms should be reviewed to determine if repair actions need to be taken before a catastrophic failure occurs, to prevent taking equipment out of use for potentially days, weeks or months.
Recovering Gold
At a large gold mine in Colorado, 13 vertical turbines have been in nearly continuous operation, assisting in producing more than 200,000 ounces of gold each year. If the mine isn’t pumping solution, it’s not pouring gold.
To keep operations running smoothly, three new 800-horsepower turbines were recently put in place. Each of the turbines is 150 feet long and pumps 3,000 gallons per minute with 600 feet of head. These pumps were carefully specified to have all major components, bowls, impellers and shafting constructed of 316 stainless steel, and to include acid-resistant bearing materials such as micarta, vesconite or carbon.
The turbines are used in the heap leaching process, a series of chemical reactions that extracts precious metals from the ore. Mined ore is crushed and then piled onto plastic liners in a formation that resembles a large mixing bowl. The center of the bowl acts as a sump, designed to collect a water-cyanide mixture that is sprayed on the ore. Over a period of months, the solution drains and the mixture dissolves the gold as it passes through the ore.
After the gold is extracted, the water-cyanide solution is pumped back to the heap leaching site for continued leaching or treated further to remove the cyanide and other contaminants. It is then discharged according to effluent permit standards and reused for another gold-recovery process.
The Colorado mine is just one example in which selecting and specifying the proper pump for the application is critical in maintaining production, maximizing uptime and minimizing maintenance.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




