Drill Pipe Manufacturers, Sometimes It’s Our Fault
Own and Correct Mistakes, but also Build Processes to Prevent Repeats
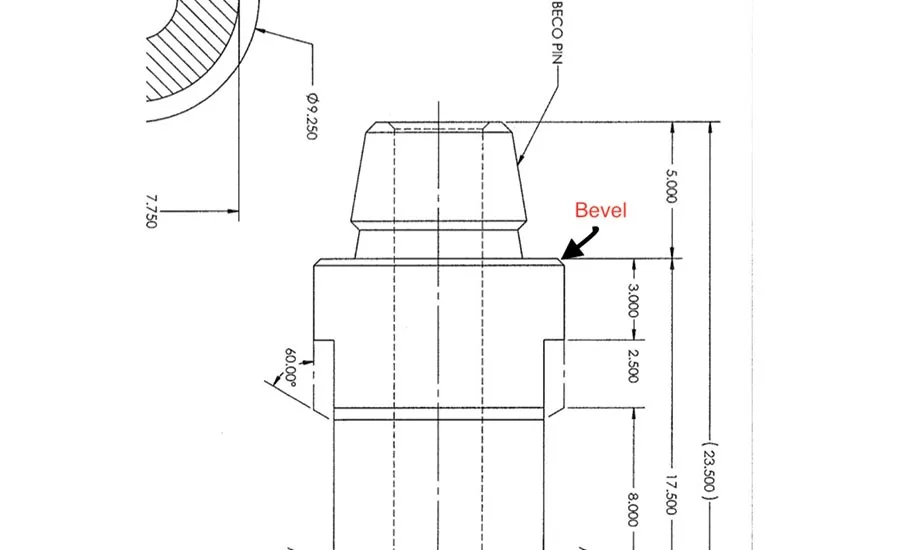
This diagram shows the bevel, which was inconsistent on the pipe columnist David King investigated.
Source: David King
Yes, sometimes it is our fault.
A good manufacturer owns mistakes, and puts processes in place to prevent repeating them. I recall a service call once, out to the field to investigate a problem. I had just started a new job with a Kentucky company manufacturing drill string components.
I left a very successful position at a similar factory in Pennsylvania and took with me a reputation to uphold. I had to prove myself to new coworkers, management and even myself. Was I good or had I been just lucky? Was I successful because good people surrounded me, or had I made others more successful? Would I pass this test?
The customer, a coal mine, reported that some of the drill pipe we manufactured created excessive vibration during drilling. They ran the pipe — 7-inch OD by 30-foot — on a Driltech rig. I traveled with our sales rep to the jobsite.
I observed the rig in action and saw the vibration when the operator added a new piece of drill pipe to the string. I watched the drill pipe rotate to look for bends. Sometimes it helps if you can view from a location when you can line up the drill pipe with a mast beam. I saw no visible wobbling as would be expected with a bent drill pipe.
They stopped the rig so I could get a close look at the connection between the top sub and pin end tool joint. At first, the alignment looked good. Then I noticed that the bevel at the pin shoulder was not consistent. At some locations, it was wide and others almost non-existent. The diameter was still 7 inches, so it was not a wear issue. My first thought was, how could this be?
I thought about how we made the drill pipe in the Pennsylvania factory of my previous employer. The pin end tool joint would have been manufactured complete. The diameter would be turned to 7 inches. The pin cut with bevel and weld tail machined. Then, the flats milled. It would be welded onto the tube and then the weld area would be turned to 7 inches.
In the Kentucky plant, tool joint manufacturing was similar except the outside diameter would be turned to 7⅛ inches. The pin and bevel cut and weld prep area machined. After welding, the drill pipe would go into a hollow spindle lathe. The tool joint would be machined to 7 inches by lining up with the tube and making the cut. This gave a better-looking result at the weld from an aesthetic point of view. However, if the tool joint was not properly aligned, machining would remove more material from one side, thereby reducing the bevel on that side.
This was a manufacturing problem.
We identified and corrected the immediate problem, but did not solve the broader issue. How did this happen? How do we stop it from repeating in the future?
I reported my finding back to the management. The only real solution was to install a new pin end tool joint. We brought back the two drill pipes, installed new pin end tool joints and all was good.
We identified and corrected the immediate problem, but did not solve the broader issue. How did this happen? How do we stop it from repeating in the future? We recognized four potential mistakes here: two that could have caused it and two that should have caught it.
In the manufacture of the tool joint, the pin may not have been properly aligned with the weld tail. This would be an operator error. The CNC operator should have verified alignment when he repositioned the tool joint in his lathe after machining the one end.
In machining the weld geometry of the tube, misalignment was possible. If weld prep did not align with the tube, when the tool joint was installed it would be crooked. In this case, the welder should have checked alignment prior to welding the tool joint onto the tube. However, many weld stations do not have the means to check this easily and accurately.
Finally, when the completed drill pipe went back into the lathe to have the pin end diameter turned to size, the misalignment should have been obvious. Did the operator just not care? Was he having a bad day? Or perhaps he called over his supervisor and the supervisor said to go ahead? Sometimes, judgment calls made in an effort to keep costs low and shipments on time end up being wrong.
We discussed the alignment issue with the operators to boost awareness of ensuring proper alignment for their work pieces. We also set acceptable alignment parameters.
As for the welding, we switched to a short tang design that forces the welder to check the alignment prior to weld, and made that checking procedure quick and easy. This required some equipment and procedural changes but the problem never repeated.
How dependent are our products on employees doing the high-quality, error-free work we hope they do? We can have great procedures but they only work if they are followed. All we can do is trust our people to do the right thing, and then report problems to us when they occur. As supervisors, we need to take that reporting from an appreciative standpoint and not a cause for discipline. Final inspections often are not the answer.
As for me, I learned something new: Use the bevel as a quick-look alignment verification tool.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




